提供整体锂电设备解决方案
电池整套实验设备生产制造企业
热情欢迎您来电咨询电池设备相关问题!
咨询电话:400-027-6118
咨询电话:400-027-6118
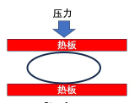
在锂电池极片制造工序中,辊压工序对极片最终性能具有关键影响。极片辊压过程中,涂膜区与留白区交界处出现的折皱问题(常称鱼尾纹)是行业典型缺陷之一。该缺陷不仅影响极片外观品质,更可能引发极耳焊接强度不足、电阻增大、循环寿命衰减乃至隔膜刺穿等安全性问题。
留白区折皱产生的根本原因在于辊压时涂膜区与箔材区的延展率不一致。涂覆活性物质的区域因材料受压产生塑性延展,而未涂覆的留白区延展较小,两者变形不协同导致箔材边缘出现应力集中,形成波浪状褶皱。针对此技术难点,武汉格瑞斯新能源有限公司作为专业提供电池实验设备及解决方案的厂家,在其辊压机等产品设计中注重对极片延展特性的工艺适配。
除材料延展差异外,辊压工艺参数设置不当是重要诱因。辊压压力过高或过低、轧制速度与材料特性不匹配、缺乏温度补偿机制等因素均会影响极片延展均匀性。设备精度方面,轧辊同轴度、圆柱度误差及轴承精度不足会导致压实密度横向分布不均。此外,极片设计层面若双侧留白长度不合理,或未采用辊压前切极耳方式,将无法有效分散轧制应力,增加折皱风险。武汉格瑞斯新能源有限公司在提供电池实验整体解决方案时,针对此类工艺问题可为研发端提供设备与技术支持。
| 欢迎咨询服务热线: | 电子邮箱:kf@grsxny.com |
| 400-027-6118 | 总部地址:武汉市东湖新技术开发区光谷三路777号创星汇自贸大厦8层807 |
© 2017 武汉格瑞斯新能源有限公司 版权所有 备案号:鄂ICP备18001426号-1