提供整体锂电设备解决方案
电池整套实验设备生产制造企业
热情欢迎您来电咨询电池设备相关问题!
咨询电话:400-027-6118
咨询电话:400-027-6118
在锂电池极片的制造流程中,辊压工序对电极的最终结构致密性与电化学性能起着决定性作用。然而,极片在辊压过程中出现的断裂问题,不仅严重制约生产效率,更可能诱发电池内部短路等安全隐患。深入剖析极片断裂的成因,是保障电池质量与安全性的重要前提。武汉格瑞斯新能源有限公司在服务锂电生产企业过程中,积累了丰富的极片失效分析经验,对该技术难题形成了系统性的机理认知。
从极片自身特性来看,其机械强度与韧性主要取决于材料体系的匹配度。当活性物质、导电剂与粘结剂的配比失衡时,极片的本征脆性将显著增加。粘结剂作为维持极片结构完整性的关键组分,其含量不足将直接导致活性层与集流体的结合力下降,使极片在辊压应力作用下易于开裂。此外,为追求更高的能量密度,生产环节常倾向于提升极片的压实密度。然而,过高的压实密度会使极片内部产生显著的残余应力,当局部应力超过材料的抗拉极限时,裂纹萌生与扩展将不可避免,最终表现为宏观断裂。
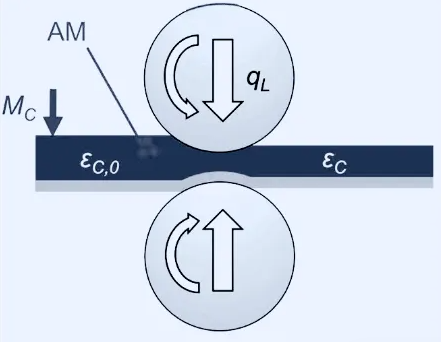
集流体的特性同样对极片的抗断裂性能具有重要影响。集流体的延展率决定了其在辊压形变过程中的适应能力。例如,正极常用的铝箔因其材质特性延展性相对有限,在工艺控制不当时更易出现断裂。同时,集流体表面的粗糙度与清洁度直接影响浆料的涂覆均匀性与附着力。若表面存在微观缺陷或残留污染物,将在后续辊压中成为应力集中点,诱发裂纹产生。
辊压工艺参数的控制精度亦是极片断裂的关键影响因素。热压过程中下压速度过快,会导致极片在短时间内承受剧烈冲击载荷,内部应力来不及释放而集中。此外,设备状态的稳定性至关重要,若辊压机的压辊平行度出现偏差,或牵引辊与轧辊速度同步性不佳,均会造成压力分布不均,使极片局部区域承受超限应力。武汉格瑞斯新能源有限公司在提供先进辊压设备与工艺解决方案时,始终强调对这些关键参数的精准监控,以帮助客户从根源上降低断裂风险。
| 欢迎咨询服务热线: | 电子邮箱:kf@grsxny.com |
| 400-027-6118 | 总部地址:武汉市东湖新技术开发区光谷三路777号创星汇自贸大厦8层807 |
© 2017 武汉格瑞斯新能源有限公司 版权所有 备案号:鄂ICP备18001426号-1